


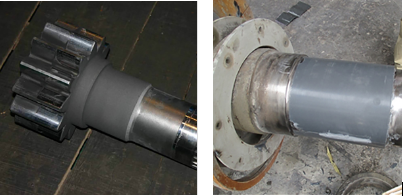
设备问题与原因分析
驱动轴在运行的中受工作环境的影响,长时间受煤粉的冲刷会对驱动轴产生一定的磨损,而且驱动轴内部也有压缩空气往外吹,时间一长也会对驱动轴产生磨损,如果不及时修复,会对驱动轴造成连续性的磨损伤害,直至报废无法使用。
解决方案
1、传统的修复方案就是更换驱动轴,成本高;如果采用焊补修复,驱动轴的尺寸要求很高,焊接部位过高或者是过厚,都会直接影响到安装及驱动轴的正常出气;焊补过程中还会因热应力的影响造成轴的热变形问题。
2、钢质修复剂属于一种冷修补技术,避免出现热应力变形的问题,所用的耐磨材料是一种双组份钛合金复合材料,材料由高性能胶粘剂、钛合金粉复合而成,具有极高的耐磨性能。
XK钢质修补剂修复工艺
一、表面处理工艺
1、用氧乙炔焰对磨损部位进行除油、除潮。
2、用角磨机进行除锈,把磨损部位打磨至可见金属光泽。

二、施胶工艺
1、钢质修补剂选择(参照产品介绍)
XK-110减磨修补剂,其性能为:

3、施胶、①将修补剂按体积4:1比例,均匀混合后涂于磨损部位。

②待修补剂固化后机加工(或手工打磨)至原有尺寸
三、研磨、验收:
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺
2.验收:按照设备组装标准进行组装,达到设备正常运行标准;
0379-60679299
13603889856
17739082820
17737929803
邮箱:lylcxkjx@126.com
网址:http://www.lyxkjj.com
地址:河南省洛阳市栾川县赤土店镇
